






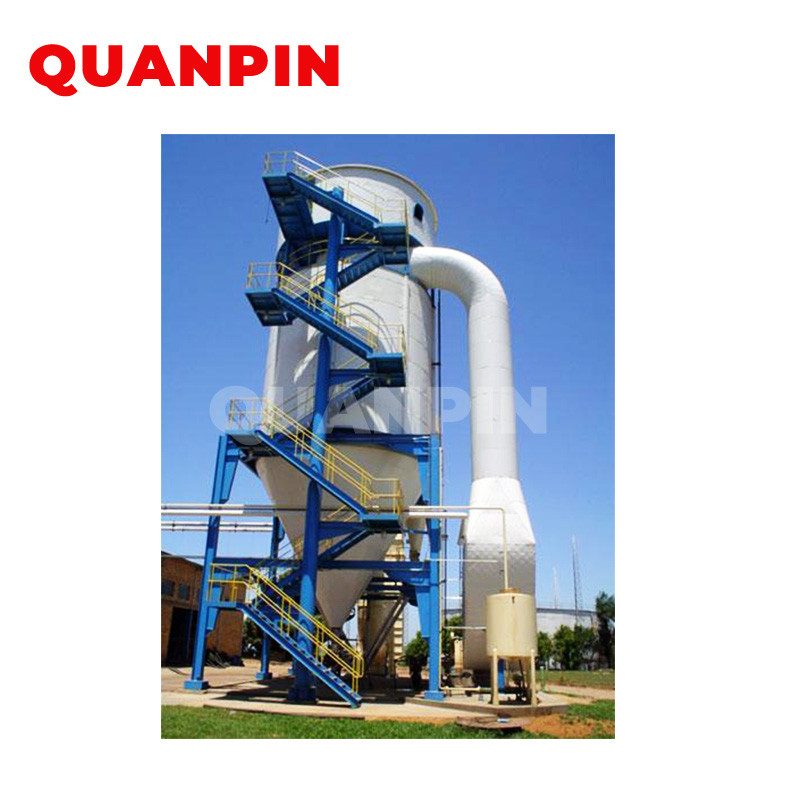
LPG seriyali yuqori tezlikdagi santrifüj purkagichli quritgich, katta qiymatga ega
Tavsiflar
Spray quritish suyuq texnologiyani shakllantirishda va quritish sanoatida eng ko'p qo'llaniladigan texnologiyadir. Quritish texnologiyasi suyuq materiallardan, masalan: eritma, emulsiya, suspenziya va pompalanadigan pasta holatlaridan qattiq kukun yoki zarracha mahsulotlarini ishlab chiqarish uchun eng mos keladi, shuning uchun zarracha hajmi va yakuniy mahsulotlarning taqsimlanishi, qoldiq suv miqdori, massa zichligi va zarracha shakli aniq standartga javob berishi kerak bo'lganda, purkash quritish eng kerakli texnologiyalardan biridir.


Video
Ish printsipi
Ochiq sikl va oqim uchun purkagichli quritgich, markazdan qochma atomizatsiya. Havoda o'rtacha erta, o'rta samarali havoni quritishdan so'ng, filtrlanadi va foydalanish ko'rsatmalariga muvofiq tortiladi va keyin isitgich puflagichi tomonidan yuqori samarali filtr orqali asosiy minoraga purkagich bilan purkaladi. Suyuq materialni ishlatish ko'rsatmalariga muvofiq peristaltik nasos va atomizator bilan yuqori tezlikda aylanishga o'tkazgandan so'ng, markazdan qochma kuch kichik tomchilarga tarqaladi. Asosiy minorada purkagich bilan quritishda issiq havo kichik tomchilar shaklida to'liq kontaktli quritish orqali mahsulot bilan ma'lum bir yo'l bo'ylab issiqlik almashinuvi orqali amalga oshiriladi, so'ngra siklon orqali ajratiladi, qattiq material yig'iladi, filtrlanadi va keyin gazsimon muhitga chiqariladi. Butun tizimni purkash oson tozalanadi, o'lik uchlari yo'q, GMP talablariga muvofiq.


Ballar:
1. Issiq havo tomchilari bilan aloqa: purkagich quritish kamerasiga yetarli miqdorda issiq havo kirishi issiq gaz oqimining yo'nalishi va burchagini hisobga olishi kerak, va u oqim, qarshi oqim yoki aralash oqim bo'ladimi, tomchi bilan to'liq aloqa qilish uchun etarli issiqlik almashinuvi bo'lishi mumkin.
2. Purkagich: Purkagich quritgichining atomizator tizimi tomchi hajmining bir xil taqsimlanishini ta'minlashi kerak, bu esa mahsulot sifatining o'tish tezligini ta'minlash uchun juda muhimdir.
3. Va quvur liniyasi dizaynining konus burchagi burchagi: Biz mingga yaqin birlik purkagich quritgich guruhini ishlab chiqarishdan ba'zi empirik ma'lumotlarni olamiz va biz baham ko'rishimiz mumkin.
Xususiyat:
1. Purkagich bilan quritish tezligi, material suyuqligi atomizatsiya qilinganda, sirt maydoni sezilarli darajada oshadi, issiq havo jarayon bilan aloqa qilganda, namlik bug'lanishi momenti 95% -98% bo'lishi mumkin, quritish vaqti bir necha soniya, ayniqsa issiqlikka sezgir materiallar uchun.
2. Mahsulot yaxshi bir xillikka, yuqori suyuqlik va eruvchanlikka, soflikka va yaxshi sifatga ega.
3. Spray quritgich ishlab chiqarish jarayoni soddalashtirilgan, boshqarish oson. Namlik miqdori 40-60% (maxsus materiallar uchun 90% gacha) bo'lgan suyuqlikni kukunli mahsulotga aylantirish mumkin, quritilgandan so'ng maydalash va saralashsiz ishlab chiqarish jarayonlarini kamaytirish, mahsulotning sofligini oshirish mumkin. Hajmi, massa zichligi va namlik ma'lum bir diapazonda ish sharoitlarini o'zgartirish orqali sozlanishi mumkin, boshqarish va boshqarish juda qulay.
Texnik parametr
| Model/buyum | 5 | 25 | 50 | 100 | 150 ta | 200 | 500 | 800 | 1000 | 2000-yil | 3000 | 4500 | 6500 | ||
| Kirish havo harorati (°C) | 140-350 Avtomatik boshqaruv | ||||||||||||||
| chiqish havo harorati (°C) | 80-90 | ||||||||||||||
| Atomizatsiya usuli | Yuqori tezlikdagi santrifüj atomizator (mexanik uzatish) | ||||||||||||||
| Suv bug'lanishi yuqori chegara (kg/soat) | 5 | 25 | 50 | 100 | 150 ta | 200 | 500 | 800 | 1000 | 2000-yil | 3000 | 4500 | 6500 | ||
| Tezlikning yuqori chegarasi (ayl/daqiqa) | 25000 | 22000 | 21500 | 18000 | 16000 | 12000-13000 | 11000-12000 | ||||||||
| Purkagich diskining diametri (mm) | 60 | 120 ta | 150 ta | 180-210 | Texnik jarayon talablariga muvofiq | ||||||||||
| issiqlik manbai | Elektr energiyasi | bug '+ elektr energiyasi | Bug '+ elektr energiyasi, yoqilg'i moyi, gaz, issiq portlash pechkasi | ||||||||||||
| Elektr isitish quvvati yuqori chegara (kVt) | 12 | 31.5 | 60 | 81 | 99 | Boshqa issiqlik manbalaridan foydalanish | |||||||||
| Olchamlari (Uzunlik×E×B) (m) | 1.6×1.1×1.75 | 4×2.7×4.5 | 4.5×2.8×5.5 | 5.2×3.5×6.7 | 7×5.5×7.2 | 7.5×6×8 | 12.5×8×10 | 13.5×12×11 | 14.5×14×15 | Haqiqiy vaziyatga qarab belgilanadi | |||||
| Kukunli mahsulot tiklanish darajasi | Taxminan 95% | ||||||||||||||
Qisqacha ma'lumot
Purkagichli quritgich, purkagichli quritish minorasi suyuqlik hosil qilish jarayoni bo'lib, quritish jarayoni sanoatda eng keng qo'llaniladi. Suspenziyali emulsiyalar, eritmalar, emulsiyalar va pasta suyuqligidan kukun ishlab chiqarish uchun eng mos keladi, donador qattiq mahsulot. Shunday qilib, tayyor mahsulot zarrachalari hajmining taqsimlanishi, qoldiq namlik miqdori, hajm zichligi va zarrachalar shakli aniqlik standartiga mos kelganda, purkagichli quritgich quritish jarayoni uchun idealdir.
Oqim jadvali

Ilova
Kimyoviy mahsulotlar: PAC, dispers bo'yoqlar, reaktiv bo'yoqlar, organik katalizatorlar, kremniy dioksidi, kir yuvish kukuni, rux sulfati, kremniy dioksidi, natriy silikat, kaliy ftorid, kaltsiy karbonat, kaliy sulfat, noorganik katalizatorlar, har biri va boshqa chiqindilar turlari.
Oziq-ovqat: aminokislotalar, vitaminlar, tuxum, un, suyak uni, ziravorlar, oqsil, sut kukuni, qon uni, soya uni, qahva, choy, glyukoza, kaliy sorbat, pektin, lazzatlar va xushbo'y moddalar, sabzavot sharbati, xamirturush, kraxmal va boshqalar.
Keramika: Alumina, tsirkoniy, magniy, titan, titan, magniy, kaolin, loy, turli ferritlar va metall oksidlari.
QUANPIN quritish mashinasi granulyatori mikseri

YANCHENG QUANPIN MASHINALARI CO., LTD.
Quritish uskunalari, granulyator uskunalari, mikser uskunalari, maydalagich yoki elak uskunalarini tadqiq qilish, ishlab chiqish va ishlab chiqarishga ixtisoslashgan professional ishlab chiqaruvchi.
Hozirgi kunda bizning asosiy mahsulotlarimiz orasida turli xil quritish, granulyatsiya qilish, maydalash, aralashtirish, konsentratsiyalash va ekstraktsiya uskunalarining quvvati 1000 dan ortiq to'plamga yetadi. Boy tajriba va qat'iy sifatga ega.
https://www.quanpinmachine.com/
https://quanpindrying.en.alibaba.com/
Mobil telefon: +86 19850785582
WhatApp:+8615921493205
Tegishli mahsulotlar
-

LPG seriyali yuqori tezlikdagi santrifüj purkagich quritgichi...
-

Tuxum uchun yuqori tezlikdagi santrifüj purkagich quritgich (...
-

Sut uchun yuqori tezlikdagi santrifüj purkagich quritgich (Ko...
-

LPG seriyali yuqori tezlikdagi santrifüj purkagich quritgichi
-

Qon uchun yuqori tezlikdagi santrifüj purkagich quritgich (H...
-

Protein uchun yuqori tezlikdagi santrifüj purkagich quritgichi...